










Рис. 3

Рис. 4а

Рис. 4b

Рис. 5

Рис. 6

Рис. 7
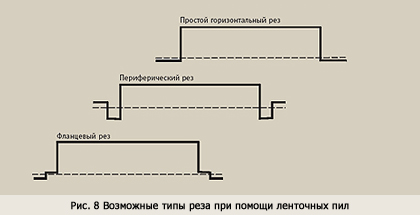
Рис. 8

Рис. 9

Рис. 10

Рис. 11
ПММА обычно режут циркулярными и ленточными пилами. Можно пользоваться ножовками и ручными пилами. Использование дискового ножа не дает удовлетворительных результатов.
Ударопрочные материалы RESIST® можно обрабатывать вырубной штамповкой и резать гильотинными ножницами.
2.1 Циркулярные пилы
Производители изделий из пластиков обычно используют в работе дисковые отрезные пилы со столами, в то же время в торговле пластиками часто применяются вертикальные панельные пилы. Кроме того, существуют режущие линии с компьютерным управлением для порезки больших объемов материала. Качество резки заметно улучшится при использовании автоматической подачи.
Полотна циркулярных пил или круглопильных станков со столом должны лишь слегка выступать за пределы листа.
Другие рекомендации:
- никогда не работайте без упора;
- включайте пилу до начала резки, начинайте резку аккуратно;
- проверяйте правильность направления диска;
- предотвращайте колебания листа;
- работайте на средней скорости подачи.
ПММА толщиной более 3 мм следует охлаждать водой, охлаждающей смазкой или сжатым воздухом.
Рис. 3 показывает зависимость скорости резки, диаметра диска пилы и скорости вращения пилы: например, скорость вращения пилы 4200 об/мин является оптимальной, если диаметр диска равен 320 мм. Скорость резки при этом составляет 4230 м/мин.
Для циркулярных пил (с твердосплавными наконечниками):
задний угол резца α : от 10 до 15° передний угол резца γ : от 0 до 5° скорость резания Vc : до 4 500 м/мин шаг зуба : от 9 до 15 ммДля резания ПММА использовать только неразведенные полотна циркулярных пил. Это единственный способ получения гладкой и чистой обрезной кромки.
Мы рекомендуем использовать только полотна с твердосплавными наконечниками с наибольшим количеством зубьев, также еще и потому, что их срок эксплуатации больше срока эксплуатации полотен из быстрорежущей стали. Тупые и неправильно заточенные полотна пил вызывают образование нежелательных сколов на рабочей поверхности материала. Зубья должны быть прямыми или попеременно трапециевидными (см. рис. 4).
Полотна с твердосплавными режущими наконечниками и прямыми зубьями режут менее агрессивно, если два угла каждого зубца или каждого второго зубца скошены (трапециевидные прямые зубья).
Скорость подачи пилы должна быть установлена таким образом, чтобы предотвратить образования сколов на обрезной кромке. Если скорость подачи слишком низкая, то это может привести к трению и нежелательному перегреву обрезной кромки. Полотна циркулярных пил, имеющие зубья специального профиля (“Bombastic”, “Spacecut”) позволяют получать гладкую режущую кромку при резке, когда обеспечивается контроль подачи и скорости резки.
Для резки материалов ХТ, а также толстых листовых материалов и блоков GS циркулярные пилы должны быть оборудованы системой охлаждения, которая также может быть установлена и на более поздней стадии оснащения пилы. Система основана на принципе работы водоструйного насоса. С помощью сжатого воздуха эмульсия охлаждающей и смазывающей жидкости распыляется в виде тонкой дисперсии на вращающемся полотне пилы. Установка показана на рис. 5.
К сожалению, этот тип системы охлаждения не часто используется на практике, например, из-за недостатка места под столом дисковой пилы, или потому, что ассоциация страхования ответственности работодателя настаивает на использовании разжимного клина, особенно если пила используется для обработки разных типов материалов. Иногда проблемы связаны с охлаждающей эмульсией. Требуется дополнительная очистка перед нанесением печатного рисунка, склеивания и т.д.
После проведения обширного ряда испытаний мы нашли стандартное полотно пилы, которое принадлежит к указанной выше группе рекомендованных инструментов и которое идеально подходит для резки ХТ при шаге зуба примерно 13 мм.
Используя это полотно пилы, даже толстые листовые материалы и пакеты материалов можно резать без дополнительного охлаждения. Листовой материал ХТ любой толщины, включая материал толщиной 25 мм, и толстый пакет листовых материалов можно резать без проблем. Результаты резки почти не зависят от скорости подачи материала. Напряжение, которое возникает в обрезной кромке, настолько низкое, что риск растрескивания минимален. Изготовители изделий из пластмасс могут оценить это при последующем склеивании. То же самое полотно пилы можно использовать для резки листовых материалов GS любой доступной толщины, и это действительно можно делать без распыления охлаждающей жидкости. В общем, резка с использованием смазывающе-охлаждающих жидкостей все еще является наиболее предпочтительным методом при условии использования подходящей эмульсии.
2.2 Ленточные пилы
Для контурной резки и обработки литьевых изделий из ПММА изготовители часто используют ленточные пилы, которые обычно применяются в деревообрабатывающей и металлообрабатывающей отраслях промышленности. На полотнах пил всегда имеется небольшой развод зубьев, поэтому независимо от материала обрезная кромка получается более шероховатой, чем в случае использования циркулярных пил. Обычно требуется последующая обработка обрезной кромки. Ширина полотна ленточной пилы обычно составляет 3-13 мм в зависимости от требуемой контурной обработки и типа используемой пилы. На 1 см длины полотна должно располагаться от 3 до 8 зубьев. Скорость пилы (скорость порезки) может варьироваться в пределах от 1000 до 3000 м/мин (см. рис. 6). Основное правило следующее: чем ниже скорость резки, тем большее количество зубьев.
Во время резки должны быть приняты меры по устранению вибрации и колебаний листов.
На рис. 6 показано, что, например, идеальная скорость резки составляет 1 675 м/мин, если диаметр колеса ленточной пилы равен 380 мм и рабочий шпиндель вращается со скорость 1 400 об/мин.
При обработке обрезных кромок литьевых изделий горизонтальной ленточной пилой наибольший эффект достигается при использовании пилы, ширина полотна которой составляет более 13 мм. Убедитесь, что обрабатываемое отформованное изделие надежно закреплено в шаблоне, чтобы исключить возможность раскалывания.
2.3 Прорезные пилы/лобзиковые пилы
Для резки тонких листов с частой сменой направления могут использоваться лобзики. Стружка, появляющаяся во время распиливания, должна сдуваться с помощью сжатого воздуха. Низкая скорость подачи лобзика и скорость резки ниже 1 500 м/мин предотвращают перегрев материала. Особенно подходящими являются инструменты, которые двигаются не только верхи вниз, но также и в горизонтальном направлении.
2.4 Лобзики
Лобзики особенно пригодны для вырезания паза в форме ласточкиного хвоста и вырезания гнезд. Однако получается очень грубая обрезная кромка, которую обязательно нужно сглаживать. Полотна лобзиков или ножовок должны иметь тонкие зубья с небольшим разводом. На упаковке с полотнами для пилы должна быть маркировка (наклейка), указывающая на возможность их использования для обработки твердых пластмасс.
Необходимо соблюдать следующие рекомендации при работе с лобзиками:
- установите регулятор хода маятника в положение «ноль» для разрезания листовых материалов толщиной до 4 мм и в положение «1» или «2» при разрезании более толстых листовых материалов;
- выберите среднюю скорость подачи;
- установите пилу на высокую скорость реза;
- всегда включаете пилу до начала резания;
- плотно прижимайте основание пилы к защитной пленке;
- охлаждайте листы ПММА, особенно ХТ, толщиной 3 мм и более водой или сжатым воздухом.
Когда делаются пазы, предварительно в углах должны быть просверлены отверстия для устранения влияния надрезов и возможного разламывания (разрушения) обрабатываемой детали.
2.5 Ручные пилы
Для ручных поделок и художественных изделий листы ПММА можно разрезать ручными пилами с тонкими зубьями: ножовками (пилами для вырезания пазов и шипорезными пилами), и выкружными лучковыми пилами. Если инструмент выбран правильно, то можно получить хорошие результаты.
2.6 Вырубная штамповка и резка гильотинными ножницами
До обработки вырубной штамповкой или резки гильотинными ножницами листовые материалы ХТ должны быть нагреты до температуры 100–140°С, а GS – до 150°С. Режущие инструменты должны иметь температуру 120–130°С. Рекомендуемая толщина листового материала – 4 мм. Стальные штампы позволяют получать торцы пря-моугольной формы, если края инструмента имеют угол 20°.
Во время вырубки и порезки нагретого материала учитывайте эффект расширения и сжатия.
2.7 Нанесение бороздок и поломка
На листы толщиной до 3 мм могут быть нанесены бороздки с помощью резца вдоль линейки или изогнутого шаблона с не слишком малым радиусом, а затем по месту бороздок листы могут быть аккуратно сломаны. Этот способ популярен среди сторонников метода «сделай сам», а также среди строителей, если другие инструменты недоступны. В отличие от распилки и фрезерования, поверхности разлома содержат незначительное присущее ему напряжение и потому не нуждаются в отжиге. С кромки нужно снять заусенцы с помощью шабера.
Высокопрочные материалы как RESIST® не подходят для нанесения бороздок и ломки.
2.8 Лазерная резка
Обычно листы ПММА можно легко резать СО2-лазером. Получается гладкая обрезная кромка, качество которой может изменяться в зависимости от вида материала, его толщины и цвета. Необходимо провести предварительное тестирование и настроить лазер соответствующим образом.
СО2-лазеры обычно имеют мощность 250–1000 Вт. Большинство лазеров используются не только для резки ПММА, но и других материалов. Поэтому трудно рекомендовать определенные характеристики лазера для конкретного применения, поскольку это зависит от многих факторов, таких как чистота и влажность газа, на котором работает лазер, расход газа, характеристик ИК (инфракрасной) оптики и др.
Проведены тесты на листовых материалах с разными толщинами материала и степенью гладкости обрезной кромки с использованием лазеров мощностью от 300 до 700 Вт.
В зависимости от мощности лазера скорость подачи листового материала должна быть отрегулирована в соответствии с толщиной материал, чтобы получить блестящие обрезные кромки: чем тоньше листовой материал, тем выше скорость резания. Толстые листовые материалы необходимо резать с низкой скоростью. Если скорость подачи слишком мала, то получаются матовые обрезные кромки. Если скорость подачи слишком большая, то могут образоваться полоски и канавки. Такие дефекты могут быть также результатом неточной фокусировки лазерного луча. Обрезные кромки толстых листовых материалов могут быть слегка скошенными. Лазерный луч должен быть фокусирован на центр толщины листа. Если он падает выше или ниже этой точки, то обрезные кромки будут иметь V-образную форму или, в случае очень толстых листовых материалов, вогнутую форму. Для получения обрезных кромок, форма которых максимально приближена к прямоугольной, рекомендуется устанавливать следующие фокусные расстояния (источник: Messer Griesheim):
- толщина листа до 6 мм: линзы 2½”
- толщина листа 6–15 мм: линзы 5”
- толщина листа более 15 мм: линзы 10”
Если фокусное расстояние составляет от 5” до 10”, то лазерная оптика не будет влиять на внешний вид обрезной кромки, несмотря на то, что она влияет на угловатость (угловые размеры) резки, наряду с фокальным положением и толщиной листового материала.
Для предотвращения оседания испаряющегося газа на линзы, достаточно подавать минимальное количество сжатого воздуха (использовать масляный и водяной сепаратор) к лазерной головке.
Кроме того, необходимо удалять образующиеся пары в месте выхода пучка, например, отсасыванием или продуванием воздухом.
В дополнение к вышеупомянутым системам очистки воздуха или удаления паров на некоторых производственных линиях лазерные головки оборудованы насадками для продувки инертным газом, например, азотом. Это не является необходимым условием для обычной резки, но может быть полезным при изготовлении прецизионных изделий.
Возможный возврат лазерного луча, обусловленный наличием плоской подложки, используемой для листов ПММА, может ухудшить их оптические свойства и привести к загрязнению линз. Использование решетчатых подложек может решить эту проблему.
Лазерный луч с контролируемой скоростью или мощностью позволит улучшить качество резки, например, в углах, при получении угловых вырезов, острых концов и др.
С помощью лазерного луча, управляемого компьютером, может вырезать изделия самых сложных форм. Соответствующие системы могут резать трехмерные изделия, полученные термоформованием.
Напряжения, которые возникают в непосредственной близости к обрезным кромкам, устраняются последующим отжигом, чтобы избежать растрескивания (см. раздел «Отжиг»).
2.9 Резка с помощью водяной струи/Гидромеханическое резание
Резка пластмассовых листовых материалов водяной струей похожа на резку лазерным лучом. Резка водой не даёт такие высокие скорости и не позволяет получать блестящие обрезные кромки.
Есть две альтернативы:
- резать струёй чистой воды
- резать струёй воды, содержащей абразив.
Резка водяной струёй акриловых полимерных материалов (пластиков, пластмасс) не даёт хороших результатов, но её можно применять для резки ПММА, если в воду добавить абразивный материал.
Срез выглядит как после пескоструйной обработки. Скорость подачи зависит от толщины листового материала, желаемого качества обрезной кромки, и зернистости абразива. Например, скорость резки листового материала GS толщиной 10 мм составляет около 100 мм/мин.
")




